
Apple, Foxconn & Manufacturing Strategy
The Macintosh Factory
The Macintosh Factory Video Tour
In about 1984 Apple Computer launched the first Macintosh and built a new factory in Fremont, California, designed specifically to build it. When that facility was closed about two years later, the production did not move overseas. It was shifted to other Apple facilities in California.
Some of our conclusions in this article are informed speculation rather than proven fact. The scenes are often suggestive of issues that, in ordinary consulting work, would be confirmed or dismissed with additional data.
Apple is notoriously secretive. But they produced a video tour of their new facility that gives unintentional hints about various shortcomings and the probable reasons for its closure. The accompanying frames from this video illustrate and readers may watch the entire video on YouTube, below.
The facility was designed for high production of the original Macintosh. It appears that some other models may have been made there but it is doubtful that the facility was well suited to them.
After Apple's spectacular introduction of the Macintosh at the Superbowl, there was a surge of orders. But the orders then fell and never really recovered. It seems that the Mac had too little ROM, too little RAM, no hard drive, no software and no provisions for upgrade. This is when the real trouble started.
The Effects of Automation
The facility was highly automated and designed for high production. It appears that much of this automation was unnecessary and not justified by cost savings. Moreover, the automation had negative effects on teamwork and quality. For an illustration of the problems created by separation combined with conveyors, see this I Love Lucy episode on YouTube.
This level of automation may (in theory) save some direct labor. But it vastly increases indirect and support labor such as maintenance, engineering and scheduling. It also increases other forms of overhead such as interest on the investment, cost of space, utilities and insurance. If production slows, the overhead cash flow keeps going.
The ASRS, conveyors and WIP wasted vast amounts of space as seen in some of the scenes. This space was not usable for other production because it was intertwined with the automation which cannot be easily rearranged.
The Supply Chain
Judging from the size of the ASRS system the supply chain had significant problems. There may have been quality or delivery problems with the vendors. Or, the MRP system may have created demand volatility that the suppliers found difficult to deal with. This is very common with MRP systems and is one reason why they are inappropriate for repetitive, constant-rate production.
Quality
Apple depended almost entirely on inspect-reject for quality assurance with little effort devoted to preventing defects. Several facts make this clear:
- There is not a single visible control chart or any reference to SPC, defect prevention or process improvement.
- There is great emphasis on the rework areas. Rework gets more "air time" than any other single operation.
- In this entire video there is not a single ESD smock, grounding strap or other sign of ESD control.
- The long 24 hour burn-in was probably necessitated by quality problems in general but ESD problems in particular. ESD is insidious and the damage may not appear for considerable lengths of time. this necessitated the large burn-in towers. These burn-in towers were huge, used a lot of space and must have required significant staffing; not to mention the electrical bill.
The Workers
The video talks about teamwork but the teamwork was limited to the basketball court. Workers are separated and scattered by distance and equipment to such an extent that effective work teams would have been impossible. To the extent that workers were aggregated, they were aggregated by function. "Team members" would not have had contact with the upstream or downstream operations but only others who were doing the same operation. They could not possibly have shared tasks or assisted one another in a significant way. This would have unbalanced operations and probably negated any direct labor savings from the automation.
Executing the Key Manufacturing Tasks
We previously identified the Key Manufacturing Tasks and priorities for Apple as:
1. Flexibility (New Product, Volume & Product Mix)
2. Quality
3. Cost
So, how would Fremont have addressed these tasks? In a nutshell, pretty badly.
Flexibility
Clearly, the production system was very inflexible. New products might have been accommodated to some degree if they were similar in size and function. But this factory could not have built the iPhone, the iPad or even one of the iMacs. In its day, it could not have built the Lisa which was another of Apples products.
The big problem came with volume flexibility. When the Mac's sales dropped off the overhead stayed. Since the facility had substituted capital and overhead costs for direct labor, there would have been little opportunity to cut costs in line with volume.
Adding other products would have been impractical because every product would have gone through every department and the workers and equipment would have had to know all the products and be able to switch back and forth quickly. The changeover costs and the additional quality problems changeovers create would have been horrendous. Not to mention the increased inventory.
Quality
There is no reason to believe that the products shipped from Fremont were deficient in quality. In fact, Apple has a reputation for good quality. However, that end-product quality was paid for with a lot of testing and rework and was, surely, very costly.
Cost
Cost should have been the lowest priority of the three "Key Manufacturing Tasks. However, there are limits. With such a large overhead and the inability to build other products, Fremont would have become unprofitable as volume declined. It is possible that the factory was never profitable given the inevitable startup and debugging costs of all that automation. Apple certainly did not abandon their $20,000,000 factory because it made money.
What Went Wrong
As was the case with Babcox & Wilcox, it appears that the Apple planners failed to identify their Key Manufacturing Tasks and then hold these tasks in mind as the project progressed and decisions made. This is a common error in facility planning and an easy error to make given the complexity and timeframe of such projects.
It is likely that the principle players in this project held opinions, desires and prejudices that influenced decisions unduly. Without a strategy and without well-thought-out Key Manufacturing Tasks, such inputs can easily steer a project, imperceptively, in the wrong direction. Some examples of these attitudes might be:
- A fascination with technology and automation for its own sake.
- Undue focus on eliminating direct labor and material handling labor with insufficient appreciation for support and overhead labor.
- Overconfidence that the product will be successful for many years.
- Under appreciation for the role of people, teamwork and coordination in a factory.
Over the next few weeks, we will examine how Apple and Foxconn have successfully addressed these issues with their factories in China. And, Finally, how Apple might have addressed them with U.S. factories.
Scenes From The Video Tour
 Conveyors are everywhere. This is a symptom of poor layout, excessive handling and functional operations.
These conditions, in turn, contribute to quality and communication problems. The automated conveying systems Apple employed
are very difficult to change.
Conveyors are everywhere. This is a symptom of poor layout, excessive handling and functional operations.
These conditions, in turn, contribute to quality and communication problems. The automated conveying systems Apple employed
are very difficult to change.

MRP schedulers. This kind of overhead cost along with maintenance and engineering does not scale down easily when demand drops.

This gigantic ASRS system indicates high inventory and very poor supply chain performance. Combined with the MRP system it encourages large, unpredictable orders and probable shortages. Note also the wasted floor space.

Automated Guided Vehicles are rarely suited for high-volume, low variety production. they are symptomatic of poor layout and poor material flow. In theory, they provide flexibility but there are usually more cost-effective methods.

The purpose of all this mechanical, pneumatic, electrical and logic circuitry and equipment is to flip a circuit board 180 degrees.

This automatic conveyor turns a circuit board 90 degrees. The operator pictured could have easily oriented the board as she set it on the conveyor if the workspace had been properly arranged.

More conveyors.
Automated shrink wrap conveyor.

Is it necessary to queue 65 machines (the ones we can see) in order to put one Mac in one box? This requires a lot of space and even more conveyors. It isolates the worker from the upstream operation. See I Love Lucy episode.
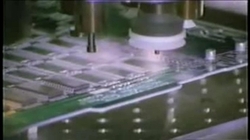
Automated pick & place for Surface Mount Technology.

Manual clipping of leads on through-hole components. Appears to be done in a separate dedicated area. This mandates a lot of material movement, hence the elaborate conveyors.

This appears to be a large area dedicated to automatic insertion. Could this be incorporated in a board fabrication cell along with manual insertion and other operations?

Manual insertion of large components in a dedicated functional area.

Dedicated visual inspection station. In a cell, this might be combined with some other operation.

More testing.

Transferring circuit boards from one location on the site to another using carts and an OTR tractor-trailer. Large Batching results.

Final assembly. No grounding straps, ESD smocks or leads.

Testing.

Another test operation. In this and all other scenes workers are isolated from each other and have little opportunity to help each other or share tasks.
 Visual testing.
Visual testing.
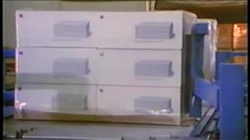
 This burn-in tower tests the Macs for 24 hours. It is HUGE. It may have been necessary because of a lack of ESD prevention
and/or other quality problems.
This burn-in tower tests the Macs for 24 hours. It is HUGE. It may have been necessary because of a lack of ESD prevention
and/or other quality problems.

Apple seemed quite proud of the rework areas.
More scenes of rework areas.

Finally on the truck.
Macintosh Factory Video Tour on YouTube
![]()
■ ■ ■ ■ ■ ■ ■

|
The Strategos Guide To Value Stream and Process Mapping goes beyond symbols and arrows. In over 163 pages it tells the reader how to do it and what to do with it. |
The free newsletter of Lean strategy
