
Pillars of TPM
Modeling TPM's Structure
Total Productive Maintenance is often presented as a series of pillars supporting Lean Manufacturing and resting on a foundation of education and training. Below this is the attitude of environmental responsibility and safety. Figure 5 illustrates. This representation is adequate as a starting point. However, TPM, like Lean itself, is a dynamical system and cannot be fully understood with a static model.
Supporting Lean
Maintenance enables and supports Lean efforts in at least three major ways: Quality, Setup Reduction (SMED) and predictability. In turn, other Lean elements support TPM through Workcells, Teamwork and Problem-solving.
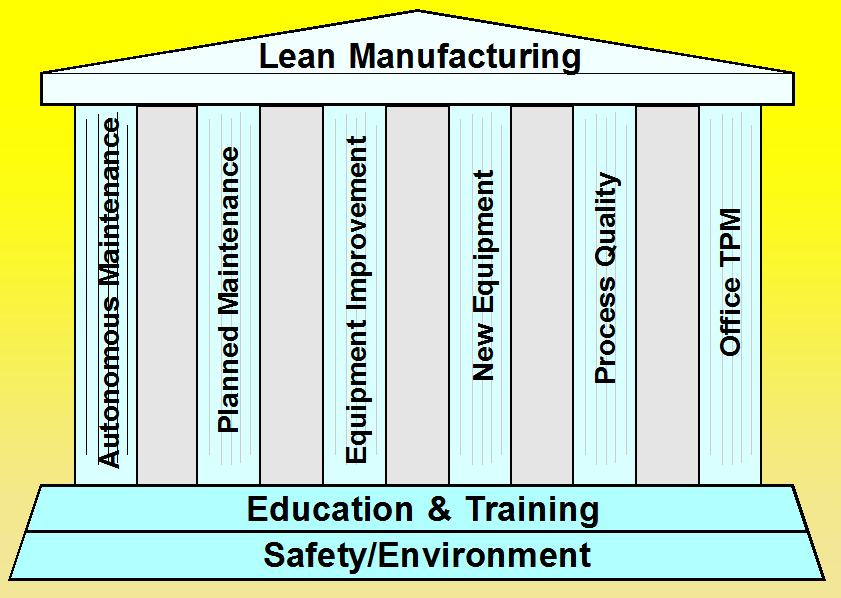
Figure 5 the Pillars of TPM
Several versions of the "Pillars" attempt to represent Total Productive Maintenance
The Foundations
Education & Training-- Education, training and investments in people characterize all aspects of Lean. In the maintenance area, they are even more important because of the specialized knowledge required on typical manufacturing equipment. This is one of the foundation stones of TPM. Without it, the pillars of TPM will have limited impact.
Safety/Environment-- Underlying even the training and education piece are the more fundamental values of responsibility to the environment and safety for employees. One important reason is simple: it is the right thing to do.
A more pragmatic reason involves motivation. Most people want to be a part of something larger than themselves; appeals to higher motivation bring involvement and commitment. It is difficult to argue against safety and a common commitment to safety can be a bond that brings people together on other issues.
Autonomous Maintenance
Autonomous maintenance is the concept that the people who operate a machine should maintain the machine. The degree of autonomous maintenance depends on the level of training and the abilities of operators. It often starts with basic lubrication, cleaning and inspection and then graduates to minor or even major repairs.
Planned Maintenance
Charts show the proportions of planned and unplanned maintenance with and without TPM.
For example, in the foundry where this author worked, machinists repaired and overhauled their own machine tools. A trained and competent machinist is certainly capable of overhauling a gearbox. And, as the users, they tended to know the equipment intimately. In the military, everyone cleans their own weapon. When their life depends on proper functioning, people take more care.
Autonomous maintenance frees resources in the maintenance department for the other activities such as equipment improvement or major overhauls. It amplifies the maintenance efforts and involves the operators who then take better care of the equipment.
Planned Maintenance
Planned maintenance is the deliberate planning and scheduling of maintenance activities as opposed to reacting to breakdowns and emergencies. A maintenance department that uses TPM effectively generally devotes less than 10% of its labor hours to such unplanned activities.
Without TPM it is not unusual for 80%-90% of the labor to be unplanned. Unplanned maintenance is a strong indicator that prevention and improvement programs are non-existent or ineffective. In addition, high percentages of unplanned maintenance creates problems. For example:
- Huge inefficiencies in maintenance labor.
- Confusion and disturbance in scheduling, production and other areas.
- Morale problems.
Equipment Improvement
Improving equipment constantly is a major part of TPM. This author witnessed an outstanding example of this some years ago at Toyota's Kamigo Engine plant. Toyota was using the same type of American equipment that I had seen at Ford Motor Company years earlier. However, Toyota's equipment was so reliable that it ran with far fewer people and far better quality. For more on this see Kamigo engine Plant, 1985.
Most production equipment has not had the extensive design, testing and development common in mass-produced products such as automobiles. Accordingly, there are many deficiencies that may not be evident when the equipment first goes into service. In addition, each manufacturing plant and its products tends to be different and can benefit by design changes that adapt the machines better to their individual situations.
Older equipment does not necessarily have to be replaced. In many cases, it can be upgraded and overhauled and made better than new. In our steel foundry, we did this with fourteen of our overhead cranes. Some were upgraded and re-rated for heavier capacity. All were fitted with new controls, structural deficiencies were fixed and the cranes made better than new. Several of these cranes were over 45 years old.
New Equipment Management
New equipment management is related somewhat to equipment improvement. It refers to the careful design, selection and testing of equipment. The purpose is to ensure a smooth commissioning process with minimal design defects and problems. New equipment management includes vendor selection, evaluating options for maintainability, training personnel in advance and other common-sense techniques.

Figure 7 Rebuilt & Improved Overhead Crane
This 20-ton crane was originally built in 1929. Fifty years later is was structurally sound but had an outmoded and troublesome electrical system. It was retrofitted with all-new controls and the trolley wires were replaced with a modern flexible cable system clearly seen in the photograph. It will probably outlast a brand new crane.

Figure 8 Startup Of No-Bake Foundry
New equipment management enabled a smooth startup for this no-bake foundry operation. Thirty five years later it is still in production.
Process Quality Management
In TPM making the equipment run is only part of Maintenance's job. Ensuring that the equipment is capable of producing parts well within the tolerance range (process capability) is also a primary responsibility.
Worn bearings and ways, undo vibration, bent shafts and multiple other maintenance problems contribute to the gradual deterioration of process capability. With constant use, machines still run but become "finicky." For example, a particular machine shop lathe that the author recalls could only be run by a particular operator. He was the only one who knew exactly where the ways were worn and how to compensate.
Maintenance often has a significant impact on setup time. Worn or broken equipment is often difficult but not impossible to setup.
![]()
■ ■ ■ ■ ■ ■ ■

|
The Strategos Guide To Value Stream and Process Mapping goes beyond symbols and arrows. In over 163 pages it tells the reader how to do it and what to do with it. |
The free newsletter of Lean strategy
