
A Kanban System Case Study
Reducing Finished Goods 96% with a Kanban System
In this case study, a kanban system schedules the production of six people assembling industrial air cleaners from sheet metal and purchased parts. They build 15 basic units and many variations. Ten assembly cells have fixtures, tools and parts ready at all times. Each cell produces one or two basic models. One to three people can staff any cell. An adjacent warehouse holds a small finished stock of each standard model.
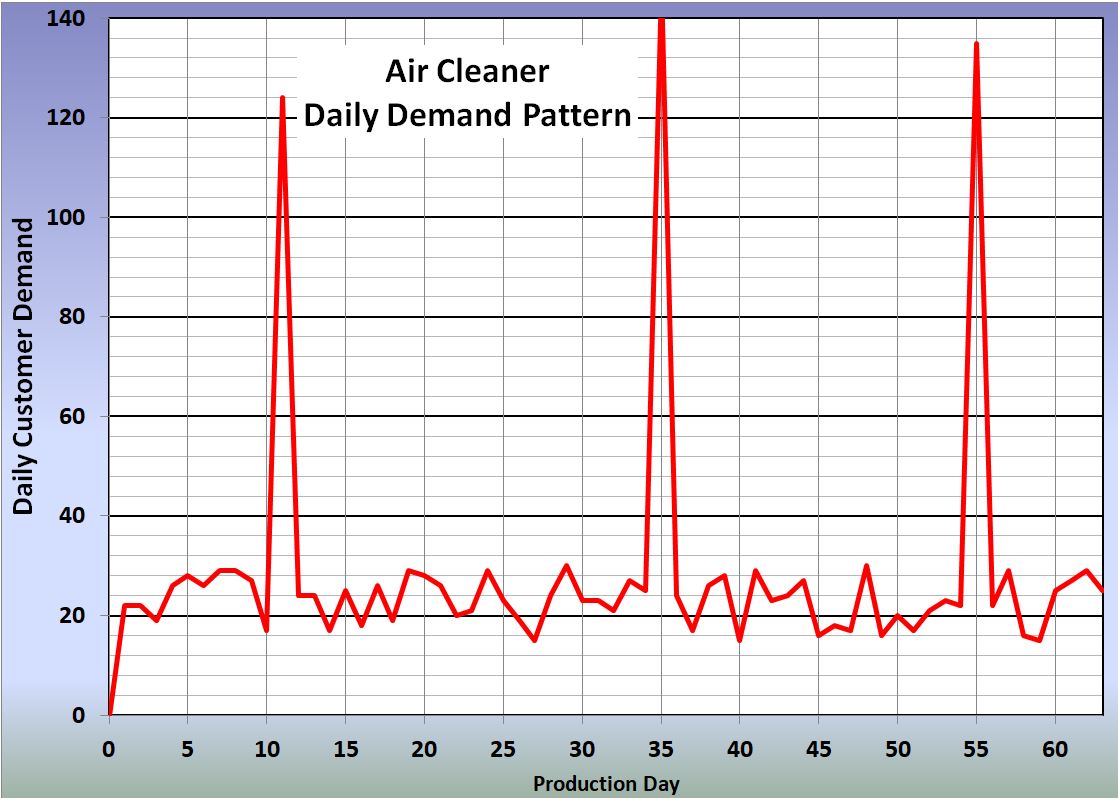
The charts show the data which formed the design basis. P-V analysis displays relative volume. The order analysis shows volatility and the order size profile.
Analysis
This chart shows daily demand for each model. The first three products have the highest demand and will likely have the largest kanban stock. The last two models have very low demand and will have no kanban stock, simply made to order.

Daily Operation
The Team Leader scans incoming orders. He prepares one-time cards for large orders and customized items. The Leader sorts cards coming from the warehouse. All cards then go on a board arranged by assembly cell. Cells with cards in the red zone have priority. If necessary, additional people work an overloaded cell.
The warehouse picks standard orders from stock and sends cards to production. They combine standard items with any customized items arriving from production and ship the orders.
Inbound Kanban System
In a second phase of this project, sheet metal and welding operations moved directly adjacent to the assembly cells. They have dedicated people and equipment. The welding Team Leader examines each assembly cell for stocks of welded cabinets. He also checks the Board.
This daily checking constitutes the signal for replacement. Operators weld the necessary replacement cabinets and place them on a paint line. This replenishment is normally 24 hours. It may be as little as four hours.
The welding department stocks sheet metal components in large wiretainers. Each wiretainer has special shelves and brackets. It holds a fixed number of each item on a particular cabinet. A minimum quantity signals operators or the Team Leader to send the basket to Sheet Metal for replenishment. The sheet metal Team sets up and builds components to replenish the basket and returns it to the Welding. This normally occurs within 24 hours. Higher volume cabinets may have several identical baskets to maintain welding production during replenishment.
Results
This complete system uses Kanban, Direct Link and Re-Order Point. A Broadcast system overlays the other systems since all team leaders have access to the final assembly Kanban board. This kanban system eliminated 96% of finished goods inventory, simplified scheduling and eliminated losses from obsolescent product.
■ ■ ■ ■ ■ ■ ■

|
The Strategos Guide To Value Stream and Process Mapping goes beyond symbols and arrows. In over 163 pages it tells the reader how to do it and what to do with it. |
The free newsletter of Lean strategy
■ ■ ■ ■ ■ ■ ■
|
|
The Strategos Guide To Value Stream and Process Mapping goes beyond symbols and arrows. In over 163 pages it tells the reader how to do it and what to do with it. |
The free newsletter of Lean strategy
