
A Short History of Lean Manufacturing

Eli Whitney
Originator of interchangeable parts.
Lean Manufacturing is not especially new. It derives from the Toyota Production System or Just In Time Production, Henry Ford and other predecessors.
The lineage of Lean manufacturing and Just In Time (JIT) Production goes back to Eli Whitney and the concept of interchangeable parts. This article traces the high points of that long history.
Early Developments
Eli Whitney is most famous as the inventor of the cotton gin. However, the gin was a minor accomplishment compared to his perfection of interchangeable parts. Whitney developed this about 1799 when he took a contract from the U.S. Army for the manufacture of 10,000 muskets at the low price of $13.40 each.

Frederick W. Taylor
Originator of Scientific Management.
For the next 100 years manufacturers primarily concerned themselves with individual technologies. During this time our system of engineering drawings developed, modern machine tools were perfected and large scale processes such as the Bessemer process for making steel held the center of attention.
As products moved from one discrete process to the next through the logistics system and within factories, few people concerned themselves with:
What happened between processes
How multiple processes were arranged within the factory
How the chain of processes functioned as a system.
How each worker went about a task

Frank & Lillian Gilbreth
Industrial engineers and inventors of Process Charting.
This changed in the late 1890's with the work of early Industrial Engineers.
Frederick W. Taylor began to look at individual workers and work methods. The result was Time Study and standardized work. He called his ideas Scientific Management. Taylor was a controversial figure. The concept of applying science to management was sound but Taylor simply ignored the behavioral sciences. In addition, he had a peculiar attitude towards factory workers.
Frank Gilbreth (Cheaper By The Dozen) added Motion Study and invented Process Charting. Process charts focused attention on all work elements including those non-value added elements which normally occur between the "official" elements.
Lillian Gilbreth brought psychology into the mix by studying the motivations of workers and how attitudes affected the outcome of a process. There were, of course, many other contributors. These were the people who originated the idea of "eliminating waste", a key tenet of JIT and Lean Manufacturing.
The Ford System

Henry Ford
And then, there was Henry Ford. Starting about 1910, Ford and his right-hand-man, Charles E. Sorensen, fashioned the first comprehensive Manufacturing Strategy. They took all the elements of a manufacturing system-- people, machines, tooling, and products-- and arranged them in a continuous system for manufacturing the Model T automobile. Ford was so incredibly successful he quickly became one of the world's richest men and put the world on wheels. Ford is considered by many to be the first practitioner of Just In Time and Lean Manufacturing.
Ford's success inspired many others to copy his methods. But most of those who copied did not understand the fundamentals. Ford assembly lines were often employed for products and processes that were unsuitable for them.
It is even doubtful that Henry Ford himself fully understood what he had done and why it was so successful. When the world began to change, the Ford system began to break down and Henry Ford refused to change the system.
For example, Ford production depended on a labor force that was so desperate for money and jobs that workers would sacrifice their dignity and self esteem. (See Maslow & Motivation) The prosperity of the 1920's and the advent of labor unions produced conflict with the Ford system. Product proliferation also put strains on the Ford system. Annual model changes, multiple colors, and options did not fit well in Ford factories.
At General Motors, Alfred P. Sloan took a more pragmatic approach. He developed business and manufacturing strategies for managing very large enterprises and dealing with variety. By the mid 1930's General Motors had passed Ford in domination of the automotive market. Yet, many elements of Ford production were sound, even in the new age. Ford methods were a deciding factor in the Allied victory of World War II.
Ironically, Henry Ford hated war and refused to build armaments long after war was inevitable. However, when Ford plants finally retooled for war production, they did so on a fantastic scale as epitomized by the Willow Run Bomber plant that built "A bomber An Hour."

Taiichi Ohno
One of the originators of the Toyota Production System.
Toyota Production System
The Allied victory and the massive quantities of material behind it (see "A Bomber An Hour") caught the attention of Japanese industrialists. They studied American production methods with particular attention to Ford practices and the Statistical Quality Control practices of Ishikawa, Edwards Deming, and Joseph Juran.
At Toyota Motor Company, Taichii Ohno and Shigeo Shingo, began to incorporate Ford production and other techniques into an approach called Toyota Production System or Just In Time . They recognized the central role of inventory.
The Toyota people also recognized that the Ford system had contradictions and shortcomings, particularly with respect to employees. With General Douglas MacAurthur actively promoting labor unions in the occupation years, Ford's harsh attitudes and demeaning job structures were unworkable in post-war Japan. They were also unworkable in the American context, but that would not be evident for some years. America's "Greatest Generation" carried over attitudes from the Great Depression that made the system work in spite of its defects.

Shigeo Shingo
Pioneer of TPS & Industrial Engineer extraordinaire.
Toyota soon discovered that factory workers had far more to contribute than just muscle power. This discovery probably originated in the Quality Circle movement. Ishikawa, Deming, and Juran all made major contributions to the quality movement. It culminated in team development and cellular manufacturing.
Another key discovery involved product variety. The Ford system was built around a single, never changing product. It did not cope well with multiple or new products.
Shingo, at Ohno's suggestion, went to work on the setup and changeover problem. Reducing setups to minutes and seconds allowed small batches and an almost continuous flow like the original Ford concept. It introduced a flexibility that Henry Ford thought he did not need.
All of this took place between about 1949 and 1975. To some extent it spread to other Japanese companies. When the productivity and quality gains became evident to the outside world, American executives traveled to Japan to study it.
They brought back, mostly, the superficial aspects like kanban cards and quality circles. Most early attempts to emulate Toyota failed because they were not integrated into a complete system and because few understood the underlying principles.

John Krafcik
Former collaborator of James Womack and reputed originator of the term "Lean Manufacturing."
Norman Bodek first published the works of Shingo and Ohno in English. He did much to transfer this knowledge and build awareness in the Western world. Robert Hall and Richard Schonberger also wrote popular books.
World Class Manufacturing
By the 1980's some American manufacturers, such as Omark Industries, General Electric and Kawasaki (Lincoln, Nebraska) were achieving success.
Consultants took up the campaign and acronyms sprouted like weeds: World Class Manufacturing (WCM), Stockless Production, Continuous Flow Manufacturing (CFM), and many other names all referred to systems that were, essentially, Toyota Production. Gradually, a knowledge and experience base developed and success stories became more frequent.
Lean Manufacturing
The Machine That Changed The World. Womack's book was a straightforward account of the history of automobile manufacturing combined with a comparative study of Japanese, American, and European automotive assembly plants. What was new was a phrase-- "Lean Manufacturing."
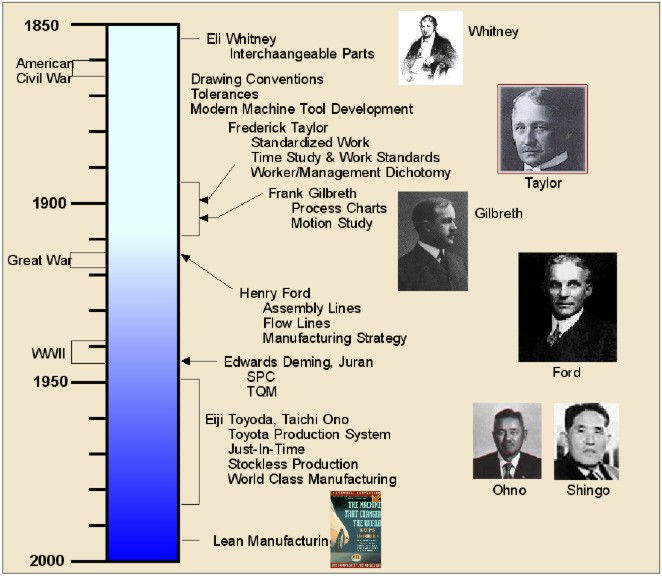
A Lean Manufacturing Timeline
Lean Manufacturing caught the imagination of manufacturing people in many countries. Lean implementations are now commonplace. The knowledge and experience base is expanding rapidly.
The essential elements of Lean Manufacturing are described at our page "Principles of Lean Manufacturing." They do not substantially differ from the techniques developed by Ohno, Shingo and the people at Toyota. The application in any specific factory does change. Just as many firms copied Ford techniques in slavish and unthinking ways, many firms copy Toyota's techniques in slavish and unthinking ways and with poor results. Our series of articles on implementation includes a "Mental Model" to assist the thinking process and guidance on strategy and planning.
There is no cookbook for manufacturing. Each firm has its own unique set of products, processes, people, and history. While certain principles may be immutable, their application is not. Manufacturing Strategy will always be a difficult, uncertain, and individual process. Strategy ("The General's Art") is still, largely, an art. But, that should not prevent us from bringing the available science to bear on the problem.
Developing your Manufacturing Strategy is what this site and Strategos is all about.

References
Special thanks Norman Bodek who contributed details about developments at Toyota and the transfer of these discoveries to the West.
SORENSEN, CHARLES E., My Forty Years With Ford. New York: W.W. Norton, 1956.
KANIGAL, ROBERT, The One Best Way, New York: Penguin, 1997.
LACEY, ROBERT, Ford: The Men and The Machine, Boston, MA, Little Brown, 1986.
■ ■ ■ ■ ■ ■ ■

|
The Strategos Guide To Value Stream and Process Mapping goes beyond symbols and arrows. In over 163 pages it tells the reader how to do it and what to do with it. |
The free newsletter of Lean strategy

