
Kaizen Success
Two Case Studies
Here are descriptions of two highly succesful Kaizen Events.
Industrial Heater Assembly
Pele Products (not the firm's real name) manufactures a wide variety of electric heaters. These heaters go into dishwashers, hot tubs and many consumer and industrial appliances or equipment.
-
Cartridge Heater
-
Welded end seal.
-
Mica.
-
Stainless steel sheath
-
Element wire
-
Magnesium oxide packing.
-
Ceramic element support.
-
Ceramic cap.
-
Teflon insulated leads
Strip Heater
Post Terminals
Mica Insulator
Resistance Ribbon Wire
Mica Element Support
Rust Resistant Steel Sheath
Two of the many different types of heater are shown. Each type of heater has many variations in voltage and wattage as well as in dimensions and physical features. There are tens of thousands of possible permutations. Because of the almost infinite variety, most heaters are made to order.
The plant was originally arranged in a functional layout which required each order to travel to several departments. Normal lead time was about 60 days and even expedited orders required 15 days. Scheduling was very complex and generally considered ineffective.
The blitz approach was used to implement six workcells.
Preparation
The product and process complexity required considerable analysis and preparation in advance of the actual blitz. The products were grouped into families with similar characteristics and enough volume to justify a workcell. Two of these families were the product groups shown above. A separate cell prepared ceramic cores and wound them for the other cells that used these cores.
The Kaizen Event
Results
The most important result was lead time reduction. An average order now requires 5-10 days and expedited orders require three days. This is a great convenience to Pele's customers and an important competitive advantage for Pele.
In addition, inventory dropped significantly, the factory was more orderly, quality improved and productivity increased.
| * Note: While there is little that is proprietary about pumps, the controls and mounting of FDC's pumps are highly specialized. Only a few manufacturers in the U.S. build them. For this reason, we cannot reveal the client's real name. |
Kaizen Event For NC Machining
How a Kaizen Event helped a jobbing-type machine shop implement workcells and set the stage for dramatic improvements in inventory, delivery, productivity and quality.
Background
Fluid Dynamics Corporation (FDC)* manufactures specialized pumps. Most of them are quite large. To support this, FDC has a machine shop with about 75 employees and 125 machines. Roughly half of the equipment has modern CNC. About 2100 parts are active.
Preparation
FDC's product-process mix was far too complex for informal analysis and grouping of parts into cells. Several months were required for a Production Flow Analysis to develop part families. With the part families and their respective cells defined, we then designed a Macro- Layout showing the location of each workcell. The detail layout of the cells was to be the responsibility of the Kaizen teams.
A simple cell was chosen for the first Kaizen effort. It consisted of two nearly identical large Horizontal Machining Centers (HMC). The part family had about 15 parts and these were further subdivided between the HMCs. This helped to reduce fixture changes between the machines but allowed any part to be made on either machine in case of emergency.
The Event
The team consisted of cell operators from two shifts, engineers, and maintenance personnel. The team analyzed the process, identified opportunities and made improvements.Initially, problems were identified in the following areas:
-
Parts were moved to other departments for washing and deburring.
-
Fixtures had design defects.
-
Scheduling often required parts that were unneeded while needed parts were short.
With some investigation, the team determined that washing and deburring of the parts was easy and required little time. It was suggested that these operations be brought into the cell and performed by the operators internal to the 20-minute machine cycle.
This brought on protests from the machinists. Further investigation revealed why the machinists did not like this idea. It seems that most of their internal time was occupied measuring dimensions from the previous part and recording these dimensions on a three-page QA form. Further discussion revealed that all but one of these dimensions was machine controlled and always within tolerance.
As a result, the QA forms were greatly simplified thus allowing time for the machinists to wash and deburr. With some experimentation, it was found that the deburring and most washing could take place without removing the parts from the fixtures and this further streamlined work within the cell. A simple Kanban system was designed that allowed the machinists to schedule their own operations with strong communications with the assembly line. Engineering modified the fixtures and the operators made programming changes which further improved machine productivity.
Results
In the three months after cell startup, the pump assembly line was never once stopped or inconvenienced by a parts shortage from this cell.
WIP inventory went from three months to three days. Productivity improved by about 50%. Capacity was released for increased production demand. Quality improved even with the abbreviated inspections.
Horizontal Machining Cell Detail
This layout is nothing special. The HBMs have not even been moved. The success of this cell depends on the way it operates, work balance, quality and Kanban.
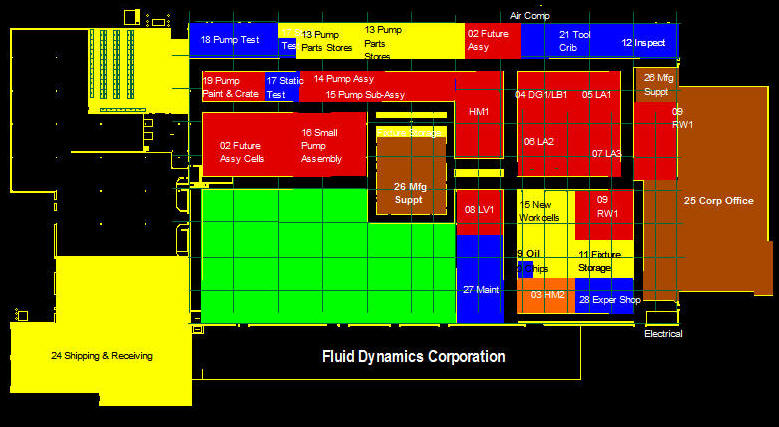
Macro-Layout
This macro layout shows the position of each workcell. Machining workcells are designed around families of similar parts. the Horizontal Machining Cell (above) is near the center of the layout and adjacent to the assembly area.
■ ■ ■ ■ ■ ■ ■

|
The Strategos Guide To Value Stream and Process Mapping goes beyond symbols and arrows. In over 163 pages it tells the reader how to do it and what to do with it. |
The free newsletter of Lean strategy

