
Building The Big Stuff
Planes, Trains, Ships, Boilers...
Space & Equipment
Working space, specialized equipment or both can be important issues with large products. Large pressure vessels, for example, will require heavy-duty overhead cranes for some fabrication and most of the welding/assembly operations. Ships require ways or dry-docks. Each job that is underway, requires this space or equipment. Figure 4 shows a conceptual layout where one worker is on each job and ten jobs are underway. Because the ten jobs start together, storage is required for the materials of all ten jobs. About 4800 square units of space are needed.
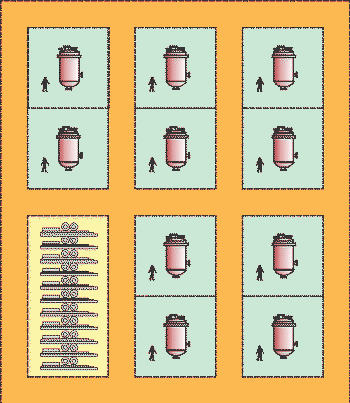
Figure 4–One Worker/Job, 4880 Space Units
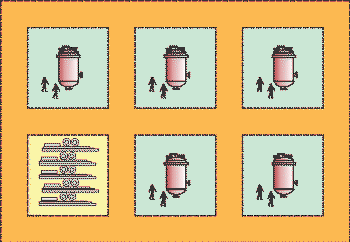
Figure 5–Two Workers/Job, 2930 Space Units
In figure 5, two workers are on each job. Only five jobs can be staffed. Storage space for only about five jobs is required if deliveries are sequenced properly. Space required is only 2900 square units, a 40% reduction. Figure 6 shows how further increased resource concentration further reduces space. Figure 7 shows that space for only one job at a time is required if all ten workers can be assigned to the same job, a 77% reduction. Figure 8 charts this general space-assignment relationship. While the values shown in Figure 8 apply only to this hypothetical situation, the qualitative nature of this relationship will apply more broadly.
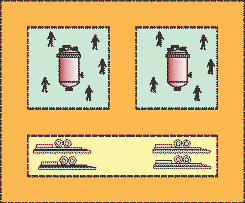
Figure 6–Five Workers/Job, 1690 Space Units
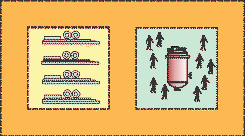
Figure 7–Ten Workers/Job, 1130 Space Units
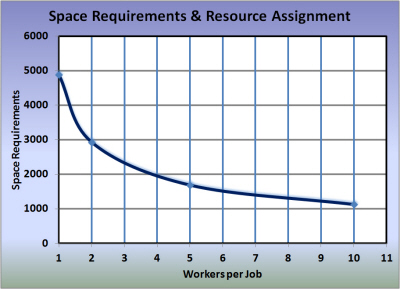
Figure 8–Generalized Space & Resources
Workflow
Job assignments and resource concentration relate to workflow and also to plant layout in other ways. One issue to resolve is whether to bring workers to the job (as in figures 1-4) or move the jobs to various workers.

Figure 9 Willow Run Assembly Line
Figure 9 shows the Willow Run bomber plant during World War II. Here, the aircraft moved in assembly-line fashion past various workstations. In many ways the approach was highly effective. However, it did require a lot of space and was not very flexible for different products. Moreover, many large products do not have wheels and are more difficult to move than an airplane.
Figure 10 shows how the use of major subassemblies can allow more people on the same job. Work on the body and both end pieces proceeds simultaneously. The subassembly might be done in the same area or in a separate subassembly area. Putting everything in the same area simplifies scheduling, coordination and material movement.
In the video link of figure 11, Henry J. Kaiser explains how Kaiser Shipyards used this principle to build a Liberty Ship in 4.5 days.
Production lines where the product moves through a series of stations work well for small products with short cycle times. With these very large products, however, the only important reason to move the product is when special equipment or facilities are required. X-ray, plate rolling and plasma cutting are examples where the product must be moved to the equipment. For other situations such as assembly or welding, it is better and easier to move materials and workers to the product.
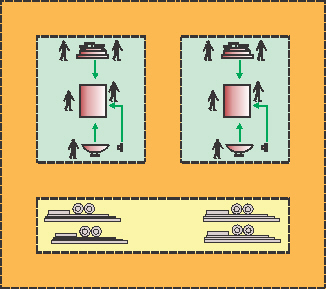
Figure 9–Using Subassemblies
Engineering
Most large products require special engineering and design. They are also highly complex. And, they may be a component of an even larger engineered project such as a power plant. At almost any time, customers can request design changes or the internal engineers make design changes. The probability of design changes most likely follows an exponential distribution and is unpredictable.
Such design changes create the most disruption when the product is under construction and the least disruption if changes are made before construction. By concentrating resources on the fewest jobs and getting them built more quickly, each job is exposed to engineering changes for a shorter time period and especially during the critical construction phase. On average, jobs spend more time in queue prior to construction, far less time during the critical construction phase and less time in total.
Modularity
The ability to concentrate resources, the Job#1 principle, starts with engineering. The product must be designed for modularity and logical subassembly in conjunction with manufacturing.
Engineering Quality
Engineering quality becomes vital when only a few items are in process simultaneously. Any delay from engineering errors not only delays the job in progress, it delays all the jobs in queue. It is important to ensure that few errors get released to the shop and when there are errors, that engineering respond quickly.
Impediments to the Job #1 Principle
Several factors lead manufacturers of large products to put too many jobs in the shop and scatter the workforce. These are legitimate considerations but should be addressed at a fundamental level rather than simply pushing more jobs into the shop.
Customer Pressures
The buyers of large products often follow construction progress closely because of the size of the job and because these jobs often affect even larger projects. There may be strong pressure to get some particular job started in order to make the customer comfortable. This leads to more jobs in progress with fewer workers on each job and slower average progress once started.
Interruptions
Interruptions for any reason are the enemy of efficiency and schedule performance in any manufacturing. In high-volume manufacturing such as automotive, production interruptions are treated as an emergency. With large products and low volumes, companies seem to view interruptions as a normal but inevitable nuisance. As a result, the causes of interruptions rarely are addressed in a fundamental way. Thus, they continue or increase.
Labor Efficiency Concerns
A large emphasis on labor efficiency encourages shop supervisors to move people between jobs depending on the type of work and their skills. When many jobs are in progress, it is easier to find useful work for every employee. This is especially true in craft oriented shops where employees with a given skill classification work only within their classification. This also discourages teamwork, discourages employee imitative and increases the workload on supervisors.
Putting more workers on fewer jobs may require significant cross-training and a willingness to assist with whatever task is currently required.
Cash Flow
Faster throughput improves cash flow for at least the following reasons:
-
Products are delivered sooner, on average.
-
Jobs are invoiced sooner.
-
Materials can be purchased later.
-
Labor is invested later.
-
Less inventory in the system.
Summary
The manufacture of very large items such as ships and boilers lends itself to many of the same fundamental principles of Lean Manufacturing but not necessarily to specific techniques—the challenges are different. In this article we have explored a few of those differences. Undoubtedly, there are others.
![]()
■ ■ ■ ■ ■ ■ ■

|
The Strategos Guide To Value Stream and Process Mapping goes beyond symbols and arrows. In over 163 pages it tells the reader how to do it and what to do with it. |
The free newsletter of Lean strategy
