
Mixed Model Assembly
The Benefits
Upstream Demand Variability
Consider the batching assembly line of figure 3 and, also include the upstream suppliers of the top component. Assume that the three components are built at three separate work centers or come from three separate vendors. Figure 7 illustrates. Figure 8 shows the daily demand for the three components. The demand at each supplier is highly variable, either 0.0 or 8.0 units per day. This variation occurs in spite of the fact that the ultimate customer demand is stable and predictable. The supplier might cope with this demand pattern several ways among them are excess inventory, excess capacity and multi-product equipment.
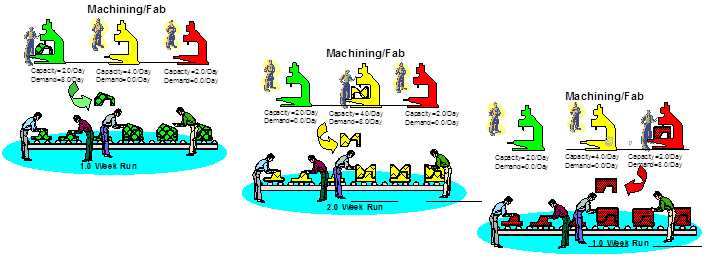
Figure 7 Batching Assembly & Suppliers
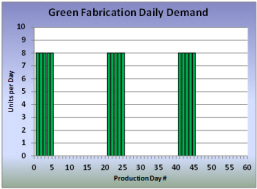
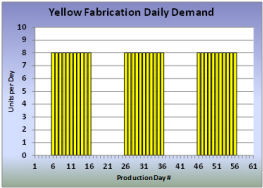
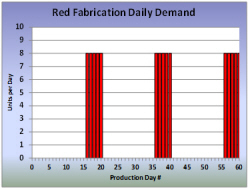
Figure 8 Daily Component Demand with Batching
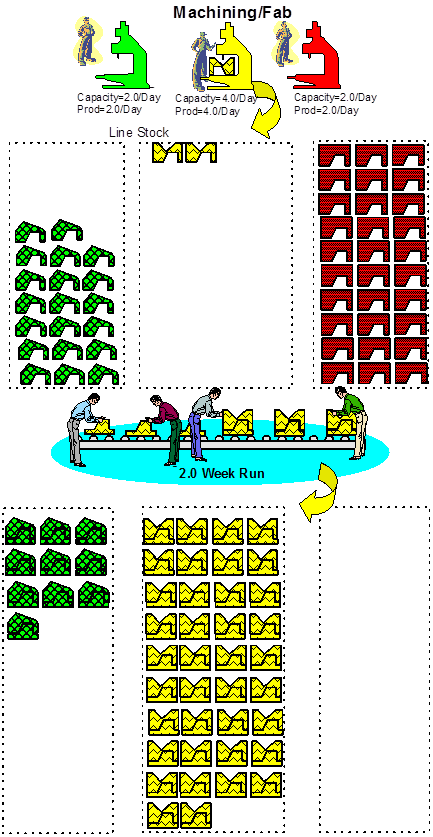
Figure 10 Batch Assembly with Inventory Buffers
Excess Capacity
The supplier can provide equipment and people that meets the daily demand of eight units per day rather than the average demand of either two or four units per day. Suppliers would then operate only when the assembly line was running their particular component. This is an acceptable solution when capacity is inexpensive. For example, if the Green component were a manual weldment, a welding booth and fixture could be setup for eight units per day. On days when demand was zero, the operators would be put on other workstations. However, if the Green component required an expensive and large CNC machining center the excess capacity approach might not be feasible. One would not want such a machine sitting idle 75% of the time.
If WIP inventory is held, the supplier operation can run continuously at the average demand rate of two or four units per day and build inventory for those days when daily demand exceeds capacity. The inventory approach is acceptable when components are small and inexpensive. However, large and expensive items may require considerable space and working capital.
Inventory Buffer
Figure 9 shows how the inventory buffer approach might work with our example. A simple spreadsheet model was built based on the batching approach of figures 4, 7 and 8. If the fabrication operations are sized for customer demand, rather than the peak daily assembly line demand. This is absolutely the minimum inventory required under perfectly stable and predictable conditions. Practical conditions would increase inventory significantly. Significant inventory is required for both finished goods and work in process. This is 50 units or 6.25 days for each category. Figure 10 shows how this might affect the plant layout. This inventory requires space and often tends to isolate processes from one another.
Multi-Product Equipment
A supplier might address the problem by sizing equipment for the peak daily demand of eight units per day and then using this equipment to produce different products for different customers during the days when there is no demand from the assembly line. One problem here is that there may be conflicts between the demands for the various products. Another problem is changeovers with all of the time, difficulties and uncertainties that they typically entail. Scheduling also becomes more complex, sometimes incredibly complex.
Hybrid Approaches
When faced with this problem of variable demand, most suppliers combine several of the fundamental methods described in some sort of hybrid combination.
To varying degrees, all of these methods are inconsistent with the simple, smooth and synchronized material flows of a truly Lean operation. They all introduce
complexity into the coordination and scheduling task. They all increase waste in some form or another.

■ ■ ■ ■ ■ ■ ■

|
The Strategos Guide To Value Stream and Process Mapping goes beyond symbols and arrows. In over 163 pages it tells the reader how to do it and what to do with it. |
The free newsletter of Lean strategy

