
Examples of Focused Factories
From Theory Into Practice
Carton Factory Has A Single Customer
When that buyer is Colgate-Palmolive, one is quite enough.
By Mark Davis, Staff Writer
(The Kansas City Star, November 18, 1995)
After seven years in business, Les Davis has one customer for his company -- the only customer he wants.
Focus Packaging, Inc, which Davis and his wife jointly own, makes soap boxes for Colgate-Palmolive Company. Each shiny cardboard carton becomes home to a bar of Irish Spring or other soap coming out of Colgate's plant in Kansas City, Kansas.
The 21 workers and one high-speed press at Focus turn out 18 different cartons for Colgate. Nothing else. Focus Packaging is a focused factory." I'll never have a plant with more than three customers" Davis said. "You're always sacrificing one for the other."
Davis found the focused factory concept in a 1974 report by The Harvard Business Review. Show a little interest, and he'll produce a stapled photocopy.
The report outlines a U.S. response to foreign competition. Focus a plant on a few products, Wickham Skinner wrote, and it will "out produce, undersell and quickly gain competitive advantage" over any that divides its attention.
Twenty years later, Davis offers Focus Packaging as proof to Skinner's theory.
The Kansas City, KS plant will generate between $5.5 million and $6 million in revenue this year. Business has grown enough that Focus hired its own accountant last year and adds a print manager to the payroll today. A third shift is being formed.

Jeff War then (from left), Richard Williams and Dennis Mueller work on a press at Focus Packaging, which is printing Irish Spring soap boxes at the rate of 150,000 per hour.
Davis counts many advantages to serving one customer.
Crews don't need retraining because they do the same thing, for the same customer, all of the time. A typical large shop might run a customer's order every two months. Meanwhile, workers have shifted their focus to another customer's tastes and demands. "So the guy's going through a learning curve every time you do a job," Davis said.
The folding and gluing machine at Focus packaging handles only one size box, so it never has to be reset. The press stops only to install a new roll of the thin cardboard on which it prints.
Close attention to Colgate's needs helped Davis wrest its business away from his former employer, a company in Richmond, VA for which he had been a sales manager for 15 years.
Colgate had begun shifting all of its North American bar soap production to Kansas City, KS. And, by Davis' account, kept asking its Virginia supplier to consider moving production westward.
"They'd done that actually three years in a row," Davis said. "It became obvious Colgate was dead serious about that."
Les and Claudia Davis funneled their life savings into Focus Packaging. The plant was running by June, 1988.
Today, Focus supplies 90 percent of the soap boxes Colgate needs, and Davis is pushing for 100 percent.
He is also scouting for another large customer. But, said Davis, a second customer will mean a second focused factory.
(Epilogue: Les & Claudia Davis recently sold their company after many years of success. Twenty years after this story was first printed, Colgate closed their Kansas City, KS facility and this illustrates one of the downsides of a highly customer-focused plant.)
A Focus on Process
How Customer, Volume & Geographic Focus Coincided for A Manufacturer of Construction Products
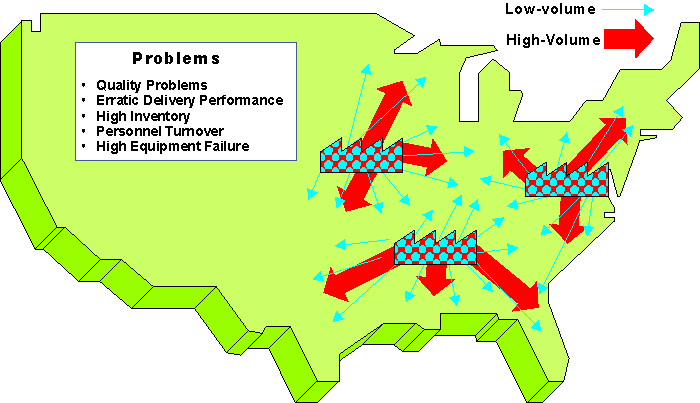
A manufacturing firm served markets from three factories in the East, Southwest and Midwest. Initially they had only one factory that made every product. The firm built two new factories; products multiplied from 200 to 1500 items. The factories became increasingly difficult to manage, costs went up, quality declined and deliveries faltered.
Strategos assisted this firm in convening a strategic team to develop plans and make decisions on future Manufacturing Strategy. This team included plant managers, schedulers, marketing and corporate executives.
The group started with training that introduced the concepts of focused factories. A second round of training included the MIT Beer Game to show the dynamic and psychological effects of multi-tier distribution systems. At the end of the training sessions the group brainstormed possible applications of their new knowledge.
The subsequent session convened several weeks later. We first identified criteria for a final decision, i.e., what do we want the new strategy to do or accomplish. Many participants had joined this team originally with an implicit assumption that our purpose was freight cost reduction. The team soon developed a surprisingly long list of potential goals that went far beyond simple cost reduction. These benefits included:
Changeover Cost
Inventory Reduction
Delivery Speed
Delivery Reliability
Training Issues
Quality
New Product Launches
Daily Management
Each participant had the “Ah-Ha” of a paradigm shift. With this new understanding, their individual goals, objectives and “hidden agendas” moved from provincial concerns to a higher plane.
Then the team brainstormed options. They excluded nothing. Plans included division among the plants by customer, distribution channel, volume and geographic area. They then weighed each option against each decision factor. This forced critical and focused thinking over a wide range of options, issues and outcomes. The team brought sales data and performed a simple, straightforward, real-time analysis during the sessions.
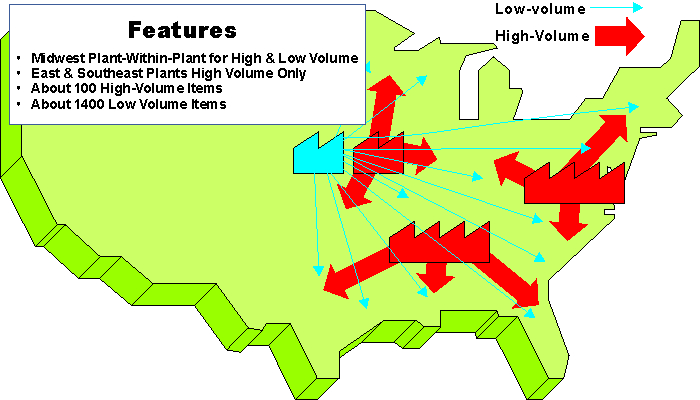
We then narrowed the options. The final selection separated plants by product volume. This was a radical approach that had seemed infeasible prior to these deliberations. This option moreover, corresponded closely with separation by distribution channel or by customer. The figure below illustrates.
Perhaps the most remarkable result was the wide acceptance and enthusiasm for the selected option. The issues addressed by this team had been contentious and divisive throughout the organization for many years. Now there was consensus, enthusiasm and cooperation. This team had high confidence in their decision because they had explored a wide range of options and knew their fundamental logic was sound.
Summary
Fewer Changeovers
Improved Quality/Scrap
Delivery Reliability
Easier Training
Easier Capacity Expansion
Less Tooling
More Common Equipment
Improved Maintenance
Original Unfocused Configuration
(Each plant made everything)
Volume/Geographic Focus
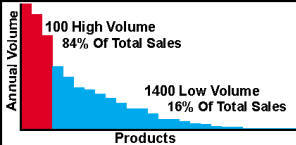
Products & Volumes (All Plants)
Experience Curve
References
LEE, QUARTERMAN, Facilities & Workplace Design, Engineering & Management Press, Norcross, Georgia, 1997.
HAYES, ROBERT H. and WHEELWRIGHT, STEVEN C., Restoring Our Competitive Edge, John Wiley & Sons, New York, 1984.
HILL, TERRY, Manufacturing Strategy, Macmillan, London, 1985.
LEE, QUARTERMAN, "How To Optimize Manufacturing Focus", Managing Technology Today, Vol. 1, No. 5, September/October, 1992.
LEE, QUARTERMAN, "Manufacturing Focus - A Comprehensive View", Operations Management Association (OMA) Conference Proceedings, Warwick, England, June, 1990.
SKINNER, WICKHAM, Manufacturing In The Corporate Strategy", John Wiley & Sons, New York, 1978
SKINNER, WICKHAM, Manufacturing: The Formidable Competitive Weapon, John Wiley & Sons, New York, 1985.
SKINNER, WICKHAM, The Focused Factory, Harvard Business Review, May-June, 1974.
STALK, GEORGE and HOUT, THOMAS, Competing Against Time, The Free Press, New York, 1990.
WRENNALL, WILLIAM, AND LEE, QUARTERMAN, Handbook of Commercial and Industrial Facilities Management, McGraw Hill, August, 1993.

Facilities & Workplace Design
Quarterman Lee, Arild Amundsen, William Nelson & Herbert Tuttle
■ ■ ■ ■ ■ ■ ■

|
The Strategos Guide To Value Stream and Process Mapping goes beyond symbols and arrows. In over 163 pages it tells the reader how to do it and what to do with it. |
The free newsletter of Lean strategy

