
Apple and A U.S. Manufacturing Strategy
What Might Have Been for Apple (Continued)
When Apple built its 1984 Fremont factory, it appears that management asked only one question about automation—"Is it technically possibly to automate a given task or element." The result was a factory that was very expensive, probably very expensive to maintain and unable to adapt to volume changes or new products. A more rationalized approach to automation, in line with Apple's Key Manufacturing Tasks, would consider at least the following issues:
- Can the task or element under consideration be combined with another task and thereby eliminate the need for automation?
- Is the automation equipment flexible enough to work with other products or plant layouts?
- Can the automation equipment be scaled up or down quickly in case volume changes?
- Is the task or element in statistical control without the automation?
- Will the equipment support requirements (Programming, Maintenance, Material Handling) outweigh the direct labor savings?
For a U.S. Factory, apple will need considerable automation compared to Foxconn's operation. Apple's Fremont factory automated much of the insertion and testing. Similar automation would be appropriate in a new U.S. Factory. Insertion, soldering and test equipment is flexible and, for the most part, can accommodate a range of products with mostly software changes.
At Fremont, Apple also attempted to automate material handling and storage as well as the actual value-adding steps. This was a mistake for three reasons:
1. Handling automation tends to freeze the layout, the process and limits the range of products that might be built. This is at odd with the Key Task of flexibility.
2. The type of sophisticated handling automation Apple used was very expensive and had a poor payback.
3. Extensive and complex material handling is often a sign of poor process design and poor layout design. A more rationalized layout would have eliminated much of this handling.
Product Production Module
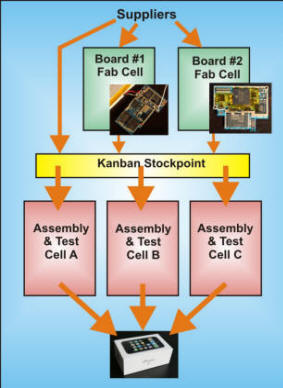
A module similar to this could perform all operations for final assembly, testing and packaging. The modules could be replicated to increase capacity or rearranged to produce other products as demand changes.Workflow & Layout
Moreover, their plant was arranged in functional areas which necessarily required considerable handling. A cellular arrangement has many advantages. Among them are improved quality, less handling, less inventory, improved quality and more flexibility.
One of several possible arrangements is in the accompanying figure. It would have a board fab cell that would insert, place, solder and test motherboards for a particular product. The board fab cells would feed one or more Assembly-Integrate-Test (AIT) cells that would perform final assembly, testing and packaging. The device would then be ready for shipment.
Ideally, the board fab and AIT cells would be adjacent. However, differing environmental and infrastructure requirements may preclude this. The fab and AIT cells would have rough capacity balance. Short term differences in people balance could be resolved by exchanging workers temporarily. Fab cells would use flexible automated equipment that might be used for other products. They would have little or no material handling automation.
These modules of two or more cells become semi-independent mini-Focused Factories. They can be replicated in parallel to increase overall capacity or re-arranged for other products, thus providing the flexibility required by Apple's Marketing Strategy. A significant problem with this sort of arrangement involves learning and the experience curve. It will be necessary to have committees or other communication mechanisms so that experience and learning in one cell can be promulgated to other workcells.
Quality
As noted in an earlier installment, quality for Apple is a "Qualifier" for the customer's buying decision. Customers purchase from Apple primarily for product features, not because of quality. However, Apple must maintain a reputation for good quality (not necessarily the best quality) because customer's do not want to risk being stuck with a "lemon". Terry Hill [6] refers to such qualifiers as "Sensitive Order-Losers," i.e., higher quality will not beget more customers but quality that falls below market expectations could have disastrous effects on sales.
The suggested Manufacturing Strategy should include a strong quality component. It would make use of elements of Total Quality Management and/or Six Sigma. Every associate would receive basic training in SPC and process improvement.
Focused Factories [5]
Assuming that Apple would require multiple factories to satisfy overall demand, each factory should focus on a single product (or small group of products) rather than on a process or geographical region. For more on this topic, see our pages on The Focused Factory.
Scheduling
For the most part, scheduling should be simple and straightforward using Kanban or Broadcast rather than elaborate MRP systems as was done by Apple at Fremont. For more on this topic, see our page on Kanban Versus Other Methods.
A recent article in The New York Times[3] examined the supply chain issue. Here are some quotes:
(a) “The entire supply chain is in China now,” said another former high-ranking Apple executive. “You need a thousand rubber gaskets? That’s the factory next door. You need a million screws? That factory is a block away. You need that screw made a little bit different? It will take three hours.”
(b) “They could hire 3,000 people overnight,” said Jennifer Rigoni, who was Apple’s worldwide supply demand manager until 2010, but declined to discuss specifics of her work. “What U.S. plant can find 3,000 people overnight and convince them to live in dorms?”
(c) Foxconn Technology has dozens of facilities in Asia and Eastern Europe, and in Mexico and Brazil, and it assembles an estimated 40 percent of the world’s consumer electronics for customers like Amazon, Dell, Hewlett-Packard, Motorola, Nintendo, Nokia, Samsung and Sony.
(d) Another critical advantage for Apple was that China provided engineers at a scale the United States could not match. Apple’s executives had estimated that about 8,700 industrial engineers were needed to oversee and guide the 200,000 assembly-line workers eventually involved in manufacturing iPhones. The company’s analysts had forecast it would take as long as nine months to find that many qualified engineers in the United States. In China, it took 15 days.
Capacity
Apple executives have often commented that Foxconn can hire thousands of workers overnight and employ them to bring new products into production almost instantly [1]. This is nonsense. It is probably true that Foxconn can hire 3000 17-year-old farm kids overnight. But then what? Where do they work? Where are their dormitories? They must be trained; their work must be organized and standardized. Is the industrial engineering being done by the 8700 brand new engineers they just hired? It seems unlikely.
What gives Foxconn the ability to bring new products online quickly is a deliberate decision to build capacity in advance and hold a capacity reserve of both people and facilities. This is an important issue of Manufacturing Strategy. This decision flows directly from a marketing strategy that emphasizes fast startup of new products.
Precisely how Foxconn does this is unknown but here is a pretty good guess:
- Physical facilities (dormitories, factory space, equipment) are built ahead of need and normally have some unused capacity.
- Because Foxconn builds many products for many other companies, some of these products will be in the declining phase of their life-cycle and have excess space, equipment & people.
- Throughout the company Foxconn uses temporary expedients such as overtime to increase overall capacity.
- Foxconn tends to use general purpose equipment and labor rather than specialized automation. This allows both people and equipment to be re-allocated quickly.
When a new product (such as the iPad) arises Foxconn would probably do the following:
- Staff the startup operations by drawing experienced personnel from across the company.
- Use overtime and the capacity reserve to temporarily keep current products on schedule and gradually hire new people to fill in resource needs on current products.
- Rearange operations to consolidate excess space for the new product.
- Pilot the new product with surplus equipment and emphasize manual operations.
- Install more sophisticated equipment as the new product ramps up and the equipment becomes available.
None of the above measures are particularly novel nor are they peculiar to China. The aerospace industry, for example, has been doing them since the 1940's.
The Supply Chain
An argument has been made by Apple's people and others[1] that the entire supply chain has moved to China and, thus, a large-scale economic restructuring would be necessary to manufacture in the USA (Quote (a) from the Times article).
It may be true that much of the IC component manufacturing has moved. But what about printing and packaging? Or molded plastic parts? Or bare boards? The New York Times article quote (sidebar (c)) contradicts the proposition that this kind of manufacturing performance can only be found in China.
A recent article in Apple Insider[7] gives evidence that the processors and a significant portion of components are already made in the U.S..
Apple currently air freights most of their products between Asia and the US [2]. Approximately 70%-90% of a finished product's bulk and weight is in packaging, plastic and the bare boards. Importing IC components by air freight is much less expensive than importing finished and packaged product by air freight [2]. And, while it is desirable to have suppliers geographically close, it is not necessary. Toyota, for example, imported many components from Japan when they first started assembly in the USA.
And what about the willingness of suppliers to go the extra mile? There are suppliers in the US willing to do so but they must be sought out, nurtured and supported. In our consulting work, we have seen few corporate purchasing departments that are willing and able to do so. Such willingness is more often found in small and medium size manufacturing companies.
Should Apple Have Manufactured In The U.S.?
These articles argue that Apple probably could have continued to manufacture in the USA. A more open question is should Apple have continued to manufacture in the USA?
Tim Cook recently made the point that Apple's forte is Product Design and Marketing [4] and the company is better off leaving the manufacturing to companies like Foxconn whose forte is manufacturing. This is a compelling argument, It is certainly supported by Apple's experience at Fremont. However, it does leave open the possibility of finding a manufacturing partner in the U.S..
Another argument for Asian manufacturing is that the future market growth is most likely to be found in Asia and, particularly in China.[1] This too, is a compelling argument that goes beyond issues of Manufacturing Strategy.
We do not contend that Apple made a wrong decision when partnering with Foxconn for manufacturing in China. Apple's stock price alone refutes that proposition. We do argue that there were viable alternatives; that Apple's decision was not inevitable.
The Larger Context
In 1984 Apple did not understand the dynamics of factories or how factory design fits with marketing and product development. Foxconn, today, does understand the dynamics and the need for a fit. Together, these two large firms have forged a remarkable partnership and have enjoyed great success.
These same issues arise in most manufacturing firms today, not just Apple. It has been almost 40 years since Wickham Skinner originated the idea of Manufacturing Strategy. To this day these concepts are rarely appreciated.
References
[1] Samawi, Bachar, "Is there Apple Without China", Seeking Alpha, http://seekingalpha.com/article/460771-is-there-apple-without-china, 27 MAR 2012.
[3] Duhigg, Charles and Bradsher, Keith, How The U.S. Lost Out on IPhone Work, The New York Times, 21 JAN 2012.
[4] Video Interview, "Cook on Apple's Role in China and Manufacturing", All Things D, 29 MAY 2012,
[5] SKINNER, WICKHAM, The Focused Factory, Harvard Business Review, May-June, 1974.
SKINNER, WICKHAM, Manufacturing: The Formidable Competitive Weapon, Wiley, 1985. Buy From Amazon
6] HILL, TERRY, Manufacturing Strategy, Macmillan, London, 1985. Buy From Amazon
[7] Hughes, Neil, Apple Insider, 19 JUL 202,
LEE, QUARTERMAN, Facilities & Workplace Design, Engineering & Management Press, Norcross, Georgia, 1997.
HAYES, ROBERT H. and WHEELWRIGHT, STEVEN C., Restoring Our Competitive Edge, John Wiley & Sons, New York, 1984. Buy From Amazon

■ ■ ■ ■ ■ ■ ■

|
The Strategos Guide To Value Stream and Process Mapping goes beyond symbols and arrows. In over 163 pages it tells the reader how to do it and what to do with it. |
The free newsletter of Lean strategy
